Domov / Blog / Novinky z oboru / Proč byste si měli vybrat řezací stroj se smykovým vzduchem před jinými metodami řezání?

Vyžádejte si cenovou nabídku

Při úpravách operací, kde se role fólie, fólie, papíru, netkané textilie nebo flexibilního obalového materiálu musí rozřezávat na užší šířky, má volba řezacího mechanismu přímý a měřitelný dopad na kvalitu hran, rychlost výroby, výtěžnost materiálu a náklady na údržbu zařízení. The smykový typ vzduchové řezačky řezací stroj – konfigurace, která využívá pneumaticky ovládané rotační nůžky k řezání materiálu nůžkovým stříháním – se stala jednou z nejrozšířenějších technologií řezání napříč obalovými, elektronickými, lékařskými a průmyslovými materiály. Pochopení specifických výhod, které tento typ stroje nabízí oproti alternativám řezu, drcení a řezu žiletkou, poskytuje jasný základ pro informovaná rozhodnutí o kapitálovém vybavení.
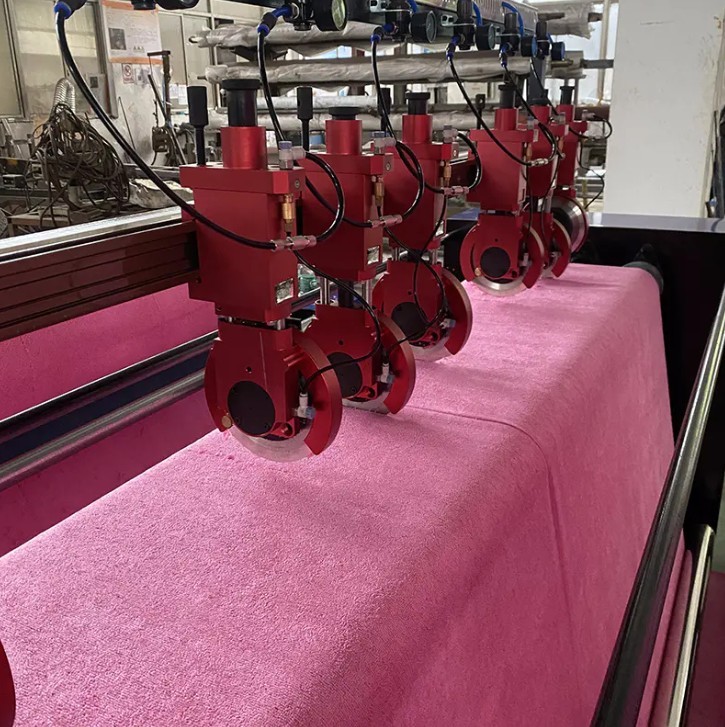
Před prozkoumáním výhod je užitečné jasně porozumět principu fungování. V konfiguraci řezání smykovým typem jsou páry kruhových horních a spodních břitů umístěny podél šířky dráhy pásu. Horní čepel překrývá spodní čepel o řízenou míru - obvykle 0,5 až 2,0 mm — a dvě protiběžně se otáčející čepele vyvíjejí smykovou sílu na pás, když prochází mezi nimi, a stříhají jej stejným mechanickým způsobem jako nůžky stříhající papír. Označení „řezačka vzduchu“ se vztahuje k pneumatickému ovládacímu systému: válce se stlačeným vzduchem zapojují a odpojují držáky čepelí, přesně umísťují čepele a vyvíjejí konzistentní, ovladatelnou boční sílu, aby byl zachován správný kontakt čepele s čepelí po celou dobu řezání.
Tento systém pneumatického záběru je základem několika nejdůležitějších provozních výhod stroje. Na rozdíl od mechanicky upevněných držáků čepelí, které vyžadují ruční přemístění pomocí ručních nástrojů, lze pneumaticky ovládané držáky rychle zapojit a uvolnit z ovládacího panelu a tlak vzduchu dodávaný do každé stanice čepele přímo ovládá boční sílu – nazývanou boční síla nebo síla překrytí – aplikovanou na čepele. Nastavení této síly změnou napájecího tlaku trvá několik sekund, aniž byste museli stroj zastavit nebo se fyzicky dotknout sestavy čepele.
Kvalita hran je nejdůslednější výstupní charakteristikou jakékoli operace řezání a smykový řezný mechanismus vytváří konzistentně čistší hrany než metody rýhování nebo drcení v nejširším spektru typů materiálů. Při řezání smykem jsou vlákna materiálu nebo molekulární řetězce čistě přerušena protilehlými čely břitů procházejícími v těsné blízkosti, s minimální tlakovou silou aplikovanou kolmo na povrch pásu. To vytváří hranu se štěrbinou, která je rovná, hladká a bez trhaného trhání, vytváření prachu nebo zvlnění hran, které často způsobuje řezání rýh u křehkých nebo vrstvených materiálů.
U vícevrstvých fólií používaných ve flexibilních obalech – jako jsou lamináty PET/AL/PE nebo nylon/PE – působení smykového řezání udržuje každou vrstvu v tlaku mezi dvěma čepelemi současně, čímž zabraňuje delaminaci mezivrstvy na hraně štěrbiny, ke které běžně dochází, když metody rozdrcení aplikují nerovnoměrné tlakové zatížení napříč tloušťkou laminátu. Hliníková fólie, která je zvláště náchylná k popraskání hran při namáhání na rýhování, reaguje obzvláště dobře na střihové řezání, protože střihové působení rozděluje řezné napětí spíše do strany, než aby je soustředilo na rýhovanou čáru.
Čisté okraje štěrbin mají kaskádové výhody díky přeměně a konečnému dodavatelskému řetězci. V potištěných obalech způsobují okrajové vady viditelné odmítnutí kvality v maloobchodě. Při řezání fólie elektrod baterie pro lithium-iontové články jsou okraje bez otřepů kritickým bezpečnostním požadavkem – kovové otřepy na okraji elektrody mohou proniknout separátorem a způsobit vnitřní zkraty. U lékařského balení je integrita hran součástí ověřování kvality těsnění. Konzistentní výstup hran vzduchové řezačky smykového typu snižuje míru defektů v těchto kontrolních bodech po proudu, čímž snižuje celkové náklady na kvalitu v celém výrobním řetězci.
V prostředích s přeměnou velkého množství mixů, kde se šířky štěrbin mezi výrobními zakázkami často mění, je čas potřebný k přemístění sestav lopatek přímým faktorem prostojů stroje a nákladů na pracovní sílu. Pneumatický ovládací systém řezacího stroje vzduchové řezačky to přímo řeší. Držáky čepelí jsou namontovány na přesné hřídeli nebo nosníku a lze je posouvat do požadovaných poloh s čepelemi v rozpojeném stavu. Jakmile je umístěno, stisknutím ovládacího prvku záběru vzduchu se čepele dostanou do řezného kontaktu za méně než sekundu na stanici, bez jakéhokoli ručního utahování, upínání nebo mechanického nastavování jednotlivých držáků čepelí.
U plně vybavených strojů lze boční sílu vyvíjenou pneumatickými válci nastavit individuálně pro každou stanici čepele pomocí proporcionálních regulátorů tlaku, což umožňuje operátorovi jemně doladit kvalitu řezu pro různé materiály nebo různé polohy po šířce pásu – například použití vyšší boční síly na stanicích pro ořezávání okrajů a nižší síly na pozicích vnitřního rozříznutí – bez výměny čepelí nebo hardwaru. Tato úroveň řízení na stanici není k dispozici u mechanicky ovládaných řezacích systémů a představuje významnou výhodu flexibility procesu pro konvertory provozující různé specifikace materiálu na stejném stroji.
Mnoho konverzních aplikací je vysoce citlivých na kontaminaci částicemi. Pásky elektronických součástek, optické filmy, obaly zdravotnických prostředků a materiály zpracované v čistých prostorách nesnesou prach z řezání nebo mikroúlomky usazené na povrchu sítě během řezání. Metody rýhování a drcení aplikují tlakovou sílu, která láme materiál na linii řezu, čímž vznikají jemné částice – zejména z křehkých materiálů, jako je PET fólie, polypropylen a potahované papíry – které kontaminují jak řezané role, tak prostředí pro zpracování.
Mechanismus pro řezání smykem produkuje výrazně méně částic, protože materiál je řezán protilehlými čely čepele spíše než se lámat pod tlakem. Čistý nůžkový efekt zanechává na řezané ploše minimum materiálu, který se může oddělit jako úlomky. Pro aplikace vyžadující standardy čistoty ekvivalentní třídě ISO 7 nebo lepší Smykové řezání je typicky jedinou mechanicky životaschopnou metodou řezání, která může splnit požadavky na částice bez uzavření celé zóny řezání ve filtrovaném, tlakovém prostředí.
Snížená tvorba prachu také prospívá životnosti kotouče a stroje. Řezný prach, který není účinně odsáván ze stroje, se hromadí na dosedacích plochách, lineárních vedeních a držácích čepelí, což zrychluje opotřebení a přispívá k nepřesnosti polohování v průběhu času. Stroj na řezání smykem, který pracuje s čistými materiály, produkuje méně vnitřní kontaminace, snižuje frekvenci údržby a prodlužuje servisní interval mezi přesnými výměnami součástí.
Vzduchové řezací stroje typu smykového typu jsou určeny pro kontinuální vysokorychlostní zpracování pásu. Moderní stroje této kategorie pracují rychlostí webu v rozmezí od 200 m/min pro těžší lamináty až do 800 m/min nebo vyšší pro aplikace s tenkým filmem v závislosti na materiálu, šířce štěrbiny a požadavcích na napětí vinutí. Účinek řezání rotačním smykem se plynule mění se zvyšující se rychlostí pásu, protože řezná síla je aplikována kontinuálně protiběžně se otáčejícími čepelemi spíše než přerušovaně, jako je tomu u vyseknutých nebo perforovaných konfigurací. Nedochází k žádnému mechanickému nárazu, který by omezoval rychlost nebo vyžadoval dynamické vyvážení při vysokých rychlostech.
Rozhodující je, že pneumatická boční síla, která udržuje kontakt kotouče, je nezávislá na rychlosti pásu – jde o statickou sílu vyvíjenou vzduchovým válcem bez ohledu na to, jak rychle se pás pohybuje zónou řezání. To znamená, že kvalita hrany produkované při 100 m/min je v podstatě identická s kvalitou hrany při 600 m/min, za předpokladu správné kontroly napětí a sledování. Naproti tomu metody rýhování a drcení často vykazují změny kvality hrany závislé na rychlosti, protože tlakové síly a dynamika tření v místě řezu se mění s rostoucí rychlostí pásu.
Jednou z komerčně nejvýznamnějších výhod konfigurace vzduchové řezačky smykového typu je její schopnost zpracovávat skutečně širokou škálu materiálů na stejné platformě stroje nastavením geometrie čepele, boční síly, překrytí a napětí pásu. Níže uvedená tabulka shrnuje běžné kategorie materiálů a způsob přizpůsobení parametrů smykového řezání pro každou z nich.
| Typ materiálu | Typická tloušťka | Úpravy klíčových parametrů | Výsledek kvality hrany |
|---|---|---|---|
| PET/BOPP fólie | 12–50 µm | Nízká boční síla, minimální přesah | Čistý, bez prachu, bez zvlnění |
| Hliníková fólie | 6–100 µm | Ostrý úhel ostří, kontrolované překrytí | Bez otřepů, bez prasklin |
| Flexibilní laminát (balení) | 60–250 µm | Střední boční síla, přizpůsobená vůle ostří | Bez delaminace na okraji |
| Netkaná textilie | 30–300 gsm | Vyšší boční síla, časté broušení ostří | Čistý střih vláken, minimální třepení |
| Křídový papír / Uvolňovací vložka | 60–200 g/m2 | Mírné překrytí, antistatická opatření | Hladký okraj, bez lomu povlaku |
Tato přizpůsobivost je klíčovou ekonomickou výhodou pro zpracovatele, kteří zpracovávají více produktových řad na sdíleném zařízení. Jednosmykový typ vzduchového řezacího stroje lze během jedné směny překonfigurovat mezi operacemi fólie, fólie, laminátu a netkané textilie změnou geometrie čepele a úpravou nastavení pneumatického tlaku – což eliminuje potřebu vyhrazených strojů pro každou skupinu materiálů, které by jinak byly vyžadovány s méně nastavitelnými technologiemi řezání.
Životnost kotouče je významnou proměnnou provozních nákladů při velkoobjemových řezacích operacích. Čepele typu nůžek – obvykle vyráběné z rychlořezná ocel (HSS), karbid wolframu nebo nástrojová ocel s keramickým povlakem — opotřebení se opotřebovává více pozvolna než nástroje pro řezání nebo drcení, protože střižné působení rozděluje řezné napětí po celém obvodu ostří čepele spíše než jej soustřeďuje do jediného bodu. Jak se čepel otáčí během pohybu pásu, různé části ostří postupně zabírají s materiálem, čímž se opotřebení rovnoměrně rozprostírá po obvodu čepele, spíše než aby se vytvářelo lokalizované opotřebení, jak tomu je u stacionárních rýhovacích nožů.
Pneumatický systém boční síly přispívá k životnosti kotouče jemným, ale důležitým způsobem: tím, že umožňuje obsluze nastavit minimální boční sílu potřebnou k dosažení požadované kvality řezu, zabraňuje nadměrnému vyvíjení síly, které rychle otupuje kotouče, když obsluha ručně utahuje držáky kotoučů nad optimální nastavení, aby kompenzovala vnímané problémy s kvalitou ostří. Řízená, opakovatelná pneumatická síla znamená, že čepele trvale pracují na správné úrovni záběru, čímž se maximalizuje interval mezi cykly přeostření nebo výměny.
Bezpečnost obsluhy při řezání je trvalým problémem vzhledem k použití ostrých rotačních nožů. Systém pneumatického záběru řezacího stroje vzduchové řezačky poskytuje významné bezpečnostní zlepšení ve srovnání s mechanicky ovládanými držáky čepelí, které vyžadují, aby obsluha během nastavování nebo seřizování sáhla do zóny čepele pomocí ručních nástrojů. S pneumatickým ovládáním lze nože zcela odpojit od řezné polohy pomocí ovládacího panelu dříve, než je vyžadován jakýkoli kontakt operátora se sestavou nože. Mnoho konstrukcí strojů navíc obsahuje bezpečnostní blokování, které automaticky odpojí všechny stanice nožů, když jsou otevřeny kryty nebo když je aktivován obvod nouzového zastavení.
Schopnost odpojit nože okamžitě bez zastavení pohonu pásu je také provozně cenná. Pokud se spoj pásu, záplata defektu nebo cizí předmět přiblíží k řezací stanici, operátor může na okamžik uvolnit čepele, aby anomálie mohla projít, aniž by se dotkla řezných hran – zabrání poškození čepele a zabrání přetržení pásu, které by vyžadovalo úplné zastavení stroje a cyklus opětovného navlékání. Tato schopnost je ceněna zejména ve vysokorychlostních operacích, kde zastavení a opětovné spuštění stroje představuje značné náklady na produktivitu.
Vzduchový řezací stroj se smykovým typem řezačky poskytuje nejpřesvědčivější kombinaci výhod v následujících provozních scénářích:
Napříč všemi těmito scénáři je vzduchový řezací stroj se smykovým typem řezacího stroje s kombinací přesného pneumatického ovládání, čistého stříhání, rychlého nastavení a široké materiálové kompatibility staví jej jako technicky nejdokonalejší řezací platformu dostupnou pro náročné konvertovací aplikace.
Copyright © ChangZhou AoHeng Machinery Co., Ltd. All Rights Reserved












